 A control package, built around an ABB variable speed drive, eliminates machine stoppages, improves safety and cuts maintenance costs for malt producer.
A control package, built around an ABB variable speed drive, eliminates machine stoppages, improves safety and cuts maintenance costs for malt producer.
A production facility that turns barley into malt for use in beer and whisky production has increased productivity and safety by installing a new germination machine controlled by an ABB variable speed drive (VSD).
Bairds Malt operates five malt houses across England and Scotland, supplying 250,000 tonnes of malt annually to brewers and distillers, around one fifth of which is produced at Witham.
The ABB industrial drive, ACS880, controls four gear motors located on the corners of a 15-tonne trolley that is used to agitate the barley during the germination process. Should a blockage occur, the VSD slows the speed of the motors driving the trolley – known as a turner – giving it time to work through the obstruction. Since the new system was installed stoppages at the site have been reduced from once a fortnight, on average, to practically zero.
The turner plays a crucial role in the malting process at Bairds Malt’s production facility in Witham, Essex. Once barley has been steeped, it is fed into an open-topped box measuring 45 metres in length – known as a street – to enable germination to occur. During this process, it is necessary to constantly agitate the barley in order to stop the roots from knitting together. The turner performs this function as it moves along the box at exactly 0.42 rpm, driven by the gear motors on each corner. As the trolley progresses, 12 motor-powered screws turn the barley to break it apart.
 In the previous installation, the turner was powered by a single motor operating at a fixed speed. As a result it was unable to slow down to negotiate any blockages, such as hard lumps of barley. The machine would attempt to break up any obstruction by trying to drive through it. This would cause a spike in current, making the machine break down.
In the previous installation, the turner was powered by a single motor operating at a fixed speed. As a result it was unable to slow down to negotiate any blockages, such as hard lumps of barley. The machine would attempt to break up any obstruction by trying to drive through it. This would cause a spike in current, making the machine break down.
“Each time the process broke down we had a window of around nine hours to fix it, otherwise the malt would ruin,” says Dave Last, engineering manager at Bairds Malt. “Usually we were able to fix the problem within that timeframe, but as malt is a live product the roots continue to grow and after a while they knit together and become almost like cement. It sometimes got to the point of having to break up the roots with forks.”
The blockages also had more serious implications, as the machine’s attempts to drive through the restrictions would, on occasion, cause the 15-tonne turner to ‘jump’ backwards, putting workers at risk of serious injury.
As the turner and box were almost 40 years old and the turner was experiencing regular mechanical failure, Bairds decided to upgrade its facilities with new equipment. It designed the new system itself and approached ABB authorised value provider, Gibbons Engineering Group, which had installed similar processes at other Bairds’ facilities, to design and supply the control package.
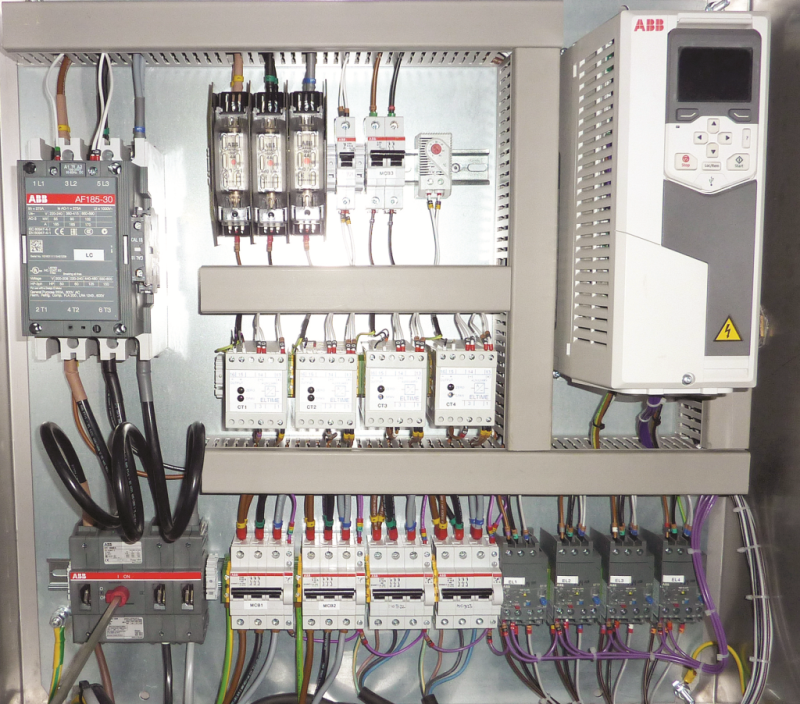
With the new system, the VSD takes its signal from a programmable logic controller (PLC), which is mounted, together with the VSD, in a stainless steel box on the turner. The PLC monitors the load drawn by the gear motors to detect spikes in current of 20 percent or more that signal a blockage. Should this occur, the drive reduces the speed of the motors to 50 percent, giving the turner time to work through the obstruction. It repeats this process three times. If, after this time, the blockage is not cleared, an alarm is triggered to notify the operator.
Since the new machine was installed, stoppages at the Witham site have been reduced to almost zero. In addition to increasing production time, this has improved safety for staff as there are no longer any blockages that could force the turner to move out of place.
In addition to the VSD, the system also uses ABB switchgear, including a door interlocked isolator, miniature circuit breakers, contactors with thermal overloads and signal transducers.
As the turner no longer has to attempt to drive through blockages, the ABB drive is also expected to cut energy use at the Witham site by reducing the amount of work the gear motors have to do.
Further savings are likely as a result of reduced maintenance costs. “With the drive, inrush currents are heavily reduced and the torque control assists with stresses on components, reducing breakdowns as a result of snapped screws and belt chains,” explains Barry Horsfall, Gibbons’ contracts director.
Bairds Malt operates five malt houses across England and Scotland, supplying 250,000 tonnes of malt annually to brewers and distillers, around one fifth of which is produced at the Witham site.
Following the success of the system at Witham, Gibbons has recently completed a similar installation at Bairds Malt’s facility in Pencaitland, Scotland.