 Tank and vessel cleaning is often an overlooked source of inefficiency in the manufacturing process. Ivan Zytynski, from BETE, outlines the four key elements of the cleaning procedure, and shows how improving the mechanical action can be used to achieve efficiency gains
Tank and vessel cleaning is often an overlooked source of inefficiency in the manufacturing process. Ivan Zytynski, from BETE, outlines the four key elements of the cleaning procedure, and shows how improving the mechanical action can be used to achieve efficiency gains
Often seen as an ‘unglamorous’ and non-core process, the true cost of cleaning tanks and vessels is often neglected. However, with some thought, efficiency gains can be achieved. These efficiencies come from a combination of the four key elements of the cleaning process: time, mechanical action, heat and chemical action. The focus of this article is on how quick, yet substantial savings can be achieved by simply improving the mechanical action element of the cleaning mix.
Any cleaning application has four components that contribute towards effective cleaning:
1. Time. The longer the cleaning is performed, the greater the cleaning.
2. Chemicals. This is the dissolving effect of chemical cleaning fluids including water.
3. Mechanical action. This is physical action of the cleaning spray to dislodge residue.
4. Heat. Generally the hotter the cleaning fluid, the better the cleaning action.
Increasing any of these 4 components will improve overall cleaning but there will be a cost associated with each. The cost of each of these elements will differ depending on the application and there may well be other constraints in place. For example, in food processing there will be limit on the types of chemical that can be applied.
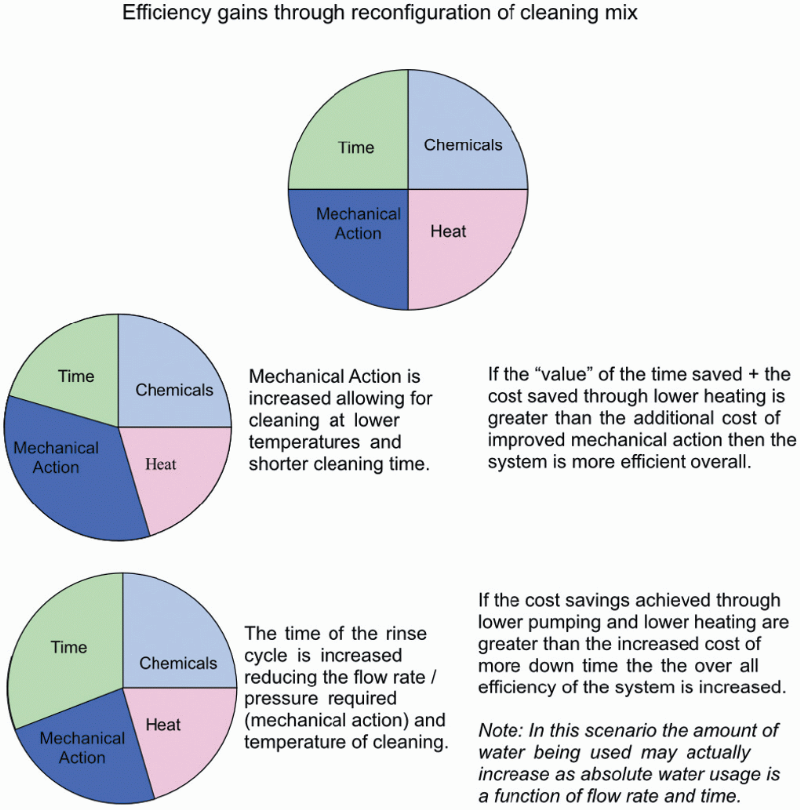 The differential cost of each element is the key to efficient cleaning. Optimising the mix of elements is the process of increasing one element of the mix that has a lower cost (e.g. mechanical action) so that another element that has a higher cost (e.g. heat) can be reduced. The net cleaning power will remain the same but the associated costs will be reduced. (See figure 1).
The differential cost of each element is the key to efficient cleaning. Optimising the mix of elements is the process of increasing one element of the mix that has a lower cost (e.g. mechanical action) so that another element that has a higher cost (e.g. heat) can be reduced. The net cleaning power will remain the same but the associated costs will be reduced. (See figure 1).
Whilst overall efficiency can be gained by reconfiguring the contributions from each element, obviously it is beneficial to strive for efficiencies in each element.
If, for example, a cheaper method of heating can be found then this element becomes more efficient, making the whole process more cost effective.
An absolute gain in one element, however, might be better utilised by reducing the contribution from another more costly element. For example, if a more efficient heating method was found then either heat could be maintained at the current level for a lower cost OR heat could be increased for the same cost. If heat is increased then perhaps time could be reduced whilst keeping overall cleaning power the same. If the opportunity cost saved by reducing cleaning cycle time is greater than the savings made by improved heating efficiencies then this configuration is optimum. In other words, a gain in efficiency in one element is not always best deployed in that element. It’s sensible to consider how these efficiency gains are best deployed and how they might be used to re-configure the cleaning elements mix.
Water is money
Water efficiency is also important, not only because of its cost, but also, if less is used, filtering and pumping costs are lowered. In addition, future green legislation is only likely to increase the need for more efficient water usage.
Time is money – it may be a cliché, but it’s still true. The time spent cleaning between production runs, whilst necessary, still represents downtime. The opportunity cost associated with this downtime will vary depending on the application, but in almost all cases a reduction on cleaning cycle time will have a direct financial benefit.
 Where chemical and heat efficiency are concerned, there will generally be limitations on each of these elements, and both had rapidly diminishing returns after a certain point. For example, the cost associated with raising cleaning temperatures from 60° – 70° is unlikely to be worth it for most applications. It is likely that chemical and heat action will be the elements that are reduced in any efficiency drive. The typical scenario is that improved mechanical action will result in the reduction of chemical usage or lowering the temperature of cleaning.
Where chemical and heat efficiency are concerned, there will generally be limitations on each of these elements, and both had rapidly diminishing returns after a certain point. For example, the cost associated with raising cleaning temperatures from 60° – 70° is unlikely to be worth it for most applications. It is likely that chemical and heat action will be the elements that are reduced in any efficiency drive. The typical scenario is that improved mechanical action will result in the reduction of chemical usage or lowering the temperature of cleaning.
When performing these savings calculations it is important to remember the true cost of heat and chemicals. In addition to the energy cost of heat, consideration should be given to maintenance spares and overall capital expenditure versus working life of the heating system. Where chemicals are concerned, it’s important to include the raw cost of the chemical, but also the cost of disposal of spent chemicals and recycling plant costs (if used).
Often the simplest absolute efficiency gains can be found by improving the mechanical action element of the mix. These gains can then be deployed to reduce other elements of the mix, if this is appropriate.
Nozzle selection
For any impact cleaning process water serves two purposes. Firstly it acts to dissolve residue, this is part of the chemical element of cleaning mentioned above. More importantly, however, water is the mechanism by which the mechanical action element is delivered. The efficiency of a water spray for delivering mechanical energy for cleaning will be affected by the nature of the spray and thus the nozzle used.
Mechanical action is essentially the process of transferring energy from a pump to the surface to be cleaned via water. As with all energy transfer systems, efficiency is less than 100%. Reducing energy waste through improved nozzle selection can improve the efficiency of the tank washing system. If this is achieved then the amount of energy/water used can be reduced while achieving the same level of mechanical action. (See figure 2).
Effective nozzle selection will not directly affect pipe friction losses but it will affect losses of energy through fluid atomisation and turbulent flow.
The process of breaking apart a fluid into droplets to form a spray pattern uses energy and once used, is then not available for cleaning the surface in question. The benefits of an atomised spray are that it can be formed into a full cone or flat fan pattern delivering the spray to a larger area, but this means that the overall energy transfer will be less due to the energy used in the process of atomisation.

Further energy will be lost in atomised sprays due to turbulent flow. In flat fan or full cone spray patterns the droplets are moving in a less uniform direction than in a solid stream of water. Whilst the whole fluid has a definite direction the individual droplets will have a random, turbulent, element to their motion. This effectively wastes energy, meaning the overall transfer of energy in full cone and flat fan patterns is lower than in solid stream nozzles.
So the most efficient spray system would be solid stream jet followed by a flat fan spray pattern and finally a full cone pattern (omni-directional spray nozzles can be considered as 360° full cone nozzles). For example, it is not untypical to require 10 times less water per square meter being cleaned. The drawback of solid stream cleaning systems is that they require a defined wash cycle time to cover the whole of the tank. This could increase clean cycle times thus adding to the cost associated with the time element of the cleaning process. (See figure 3)
So what are the options when it comes to tank washing nozzle designs?
Spray Balls – These nozzles are spheres with multiple holes producing an omni-directional spray. They are fairly inefficient when it comes to energy transfer, but have the advantage of being cheap and can deliver a low impact rinse more or less instantly to the whole container. They only really suit very light cleaning applications in small containers.
Spiral Wide angle nozzles – Such nozzles produce a “cone” of spray up to 270° wide. The spray is inefficient when it comes to energy transfer, but spirals offer greater impact than spray balls per volume of water used. They should be considered for low impact cleaning of small tanks, such as rinsing and washing fluid containing vessels.
Multi-headed nozzles consist of several full cone nozzles positioned on a single head giving an omni-directional spray. Because multiple nozzles are being used to produce more direct sprays the impact per volume of water is increased. However, the individual sprays are still full cones and thus inherently inefficient. Such systems are suitable for small-medium sized tanks that require light to moderate cleaning.
Rotary Flat Fan Nozzles – With these nozzles complete coverage happens only after a few moments but the nozzle spray will need to be working for while before any significant residue is removed. As a flat fan pattern is being used there is a moderately efficient energy transfer resulting in a medium impact cleaning spray. They can be used in small to medium sized tanks that have moderately stubborn residues to remove, such as cleaning wine barrels and fermenting tanks.
Rotary solid stream nozzles have 2, 4 or 8 solid stream jets which rotate sweeping the inside of the tank. They are the most energy efficient tank washers, but are generally more expensive than other types. However, for medium to large tanks or tanks with stubborn residues the additional capital expenditure is often paid for through efficiency gains. Typical uses include: cleaning mash tuns, cooking vats, and large storage silos.
Four steps to efficiency
In conclusion, there are four steps to consider when improving efficiency:
- Step 1 – Consider the true cost of each of the 4 elements of the cleaning mix.
- Step 2 – Consider the current contribution to cleaning from each element.
- Step 3 – Look at elements where absolute efficiency gains can be made i.e. the same cleaning for less cost.
- Step 4 – Assess how the new cleaning mix will be optimised.
BETE
T:?01273 400092